В статье мы постараемся кратко пояснить отличия качественных шнековых пар от продуктов сомнительного происхождения и дать полезные советы эксплуатантам оборудования.
Шнековая пара, как деталь и часть оборудования для экструзии, работает в довольно жестких условиях
- температурный режим с колебаниями более 200 градусов многократно в течение срока службы
- давление до 40 Мпа
- осевые и радиальные нагрузки
- трение абразивного типа
- химическое воздействие перерабытываемого материала
- периодические перегрузки и превышения прочностных характеристик.
Все вышеперечисленные факторы выдвигают крайне высокие требования к качеству шнековой пары и в части материала изготовления и в части его мехобработки и в части термической обработки.
Для изготовления шнековых пар применяются специальные марки сталей, подходящие по своим параметрам под работу в вышеуказанных условиях. Перечислим некоторые основные.
- 38Х2МЮА (аналоги K24065, K24728, 38CrMoAl)
- 40Х13 (аналоги X38Cr13, X39Cr13, X40Cr13, X42Cr13, X46CM3, X46Cr13, AISI 420)
И аналогичные им сплавы.
Основная характеристика этих марок сталей - их класс - сталь коррозионно-стойкая жаропрочная.
Это означает, что сталь перености перепады температур, химическое воздействие и прочная на износ. Говоря простым языком.
Для того, чтобы добиться требуемых показателей, описанные марки сталей подвергаются специальной многостадийной термической обработке.
- азотирование
- твч закалка
- цементация
- карбюризация
Применяется одна из вышеуказанных методик.
После термической обработки стали, происходит ее финишная обработка
- шлифовка
- полировка
Основное отличие шнековых пар высокого (либо просто - надлежащего) качество от шнековых пар ненадлежащего качества кроется как раз в вышеуказанных особенностях.
Если шнековая пара изготовлена из стали не соответстсвующего класса, то ее просто невозможно упрочнить. Деталь будет слишком мягкая по твердости и нестойкая к воздействующим на нее нагрузкам. Хотя по внешнему виду она никак не будет отличаться от шнековой пары надлежещего качества. Срок службы такой детали в разы меньше. Стоиомсть ее изготовления на 30-40% ниже, чем из стали нужного класса.
Именно такие шнековые пары чаще всего покупают переработчики на торговых площадках в КНР. Не имея измерительного инструмента, даже специалист не отличит дешевую пару от качественной.
При этом и повторный ремонт таких шнековых пар чаще всего нецелесообразен. Так как материал ремонтного состава просто не имеет требуемой диффузии на нужную глубину и при работе может разрушиться.
Наша компания не принмает подобные изделия в ремонт.
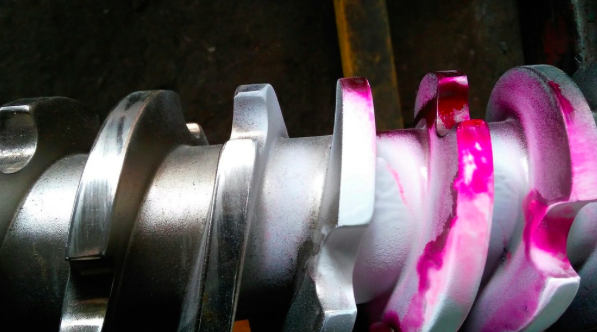
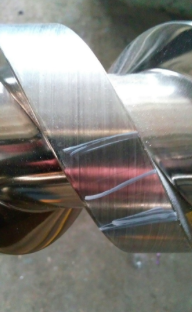
Ниже представлены образцы шнековых пар ненадлежащего качества.





Шнековые пары имеют глубокие выработки в зоне сжатия. Время образования такой выработки - 14-17 дней с момента запуска или около 3 тонн сырья. Замена на шнековую пару надлежащего качества решило проблему.
Таким образом, при заказе шнековой пары, покупатель должен убедиться в качестве изготавливаемой детали на основании предоставленных сертификатов, паспортка качества и отзывов.
Нельзя покупать шнековые пары как можно дешевле. Это сердце машины и оно должно быть здоровым и крепким.
В следующей части мы опишем процесс изготовления шнековой пары и покажем примеры работ наших зарубежных партнеров из США, Польши, КНР, Тайваня и Индии. А также расскажем как делаем шнековые пары мы.
Благодарим за внимание.